SMAW, ogé katelah las busur éléktroda, nyaéta metode las fusi dimana busur diinduksi ku éléktroda sareng bagian-bagian las dilebur ku panas busur.Ieu mangrupikeun metode las anu paling seueur dianggo sareng umum ayeuna.

Arc mangrupa fenomena konduksi hawa.The las arc mangrupakeun fenomena ngurangan kuat tur pengkuh dihasilkeun dina medium gas antara éléktroda jeung workpiece nu.Salila prosés las, éléktroda sareng las masing-masing dihubungkeun sareng dua éléktroda sumber kakuatan las.Nalika inti las tina éléktroda kontak beungeut weldment nu, sirkuit dihurungkeun, sarta arus pondok-circuit badag dihasilkeun dina waktos anu sareng.Kusabab aya résistansi tangtu dina kontak, nurutkeun Q = I2Rt, jumlah badag panas bakal dihasilkeun aya, sarta panas bakal gancang panas nepi na ngalembereh kontak.Nalika éléktroda diangkat ku 2 ~ 4mm, sedeng gas antara éléktroda jeung weldment ieu ionized, ngahasilkeun éléktron conductive jeung ion positif.Dina aksi médan listrik, éléktron pindah ka anoda, sarta ion positif pindah ka katoda.Aranjeunna tabrakan jeung recombine terus, ngarobah énergi kinétik kana énergi panas, kukituna generating lampu kuat sarta panas tinggi, sarta ngabentuk busur antara tungtung éléktroda jeung weldment nu.
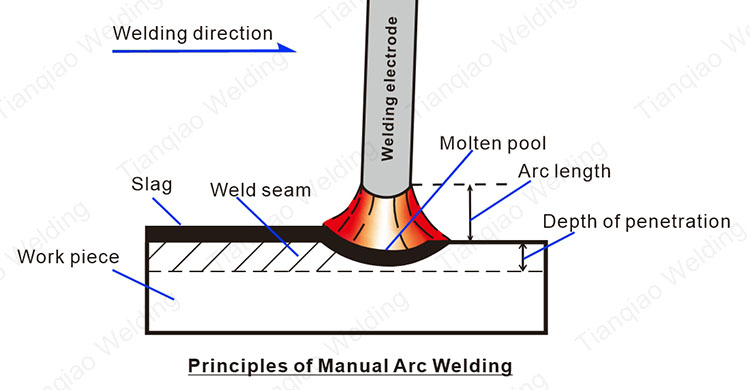
Busur ngalembereh tungtung éléktroda sareng weldment anu sami dina waktos anu sami.Logam weld ngalembereh pikeun ngabentuk kolam renang molten, sareng logam éléktroda ngalembereh pikeun ngabentuk titik.Titisan molten asup ka kolam renang molten handapeun aksi gravitasi sarta gaya niupan busur, ngahiji jeung logam tina weldment, sarta ngabentuk weld sanggeus solidification.Salila prosés las, palapis nu melts pikeun ngabentuk slag sarta jumlah badag gas dihasilkeun, nu ngajaga tur metallurgically Ngaruwat logam kolam renang molten.
Busur las diwangun ku tilu bagian: wewengkon katoda, wewengkon anoda jeung aréa kolom busur.Wewengkon katoda emits éléktron, sarta suhu low, ngeunaan 2400K;wewengkon anoda narima éléktron, sarta suhu luhur, ngeunaan 2600K;suhu puseur wewengkon kolom arc teh pangluhurna, ngeunaan 6000 ~ 8000K.

Nalika nganggo sumber kakuatan las busur DC (sapertos panyaarah las busur) pikeun las, aya dua metode sambungan: sambungan positif sareng sambungan sabalikna.Sambungan positif nyaéta métode sambungan nu éléktroda disambungkeun ka éléktroda négatip jeung workpiece disambungkeun ka éléktroda positif.Kusabab éléktroda positif narima éléktron sarta ngahasilkeun leuwih panas, weldment gampang nembus, jadi metoda sambungan ieu mindeng dipaké pikeun las workpieces kandel.Sambungan sabalikna nyaéta métode sambungan nu éléktroda disambungkeun ka éléktroda positif sarta workpiece disambungkeun ka éléktroda négatip.Kusabab panas dihasilkeun ku éléktron dipancarkeun ku éléktroda négatip kirang, weldment teu gampang kaduruk ngaliwatan, jadi metoda sambungan ieu mindeng dipaké pikeun las workpieces ipis.
Panas anu dihasilkeun ku busur las sabanding jeung produk tegangan busur jeung arus las (ie, Q = IUt).Biasana, tegangan antara weldment jeung éléktroda nalika arc ieu stably dibeuleum disebut tegangan arc, sarta tegangan arc biasana dina rentang 20 ~ 35V.Kusabab tegangan arc robah saeutik, panas busur utamana disaluyukeun ku nyaluyukeun arus las dina produksi.
waktos pos: Dec-30-2022